7*24小時服務熱線:
7*24小時服務熱線:


更新時間:2026-04-15 14:24:50
點擊:115
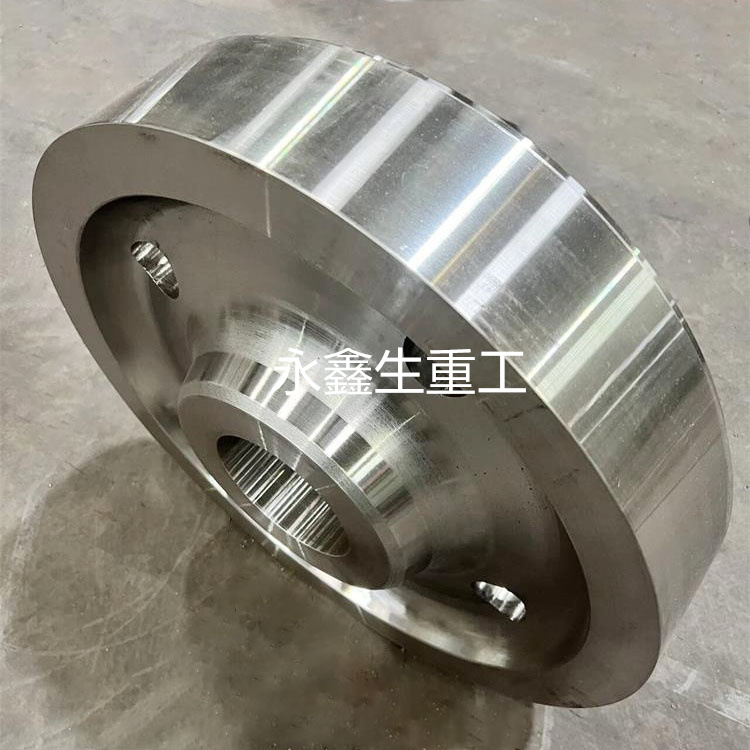
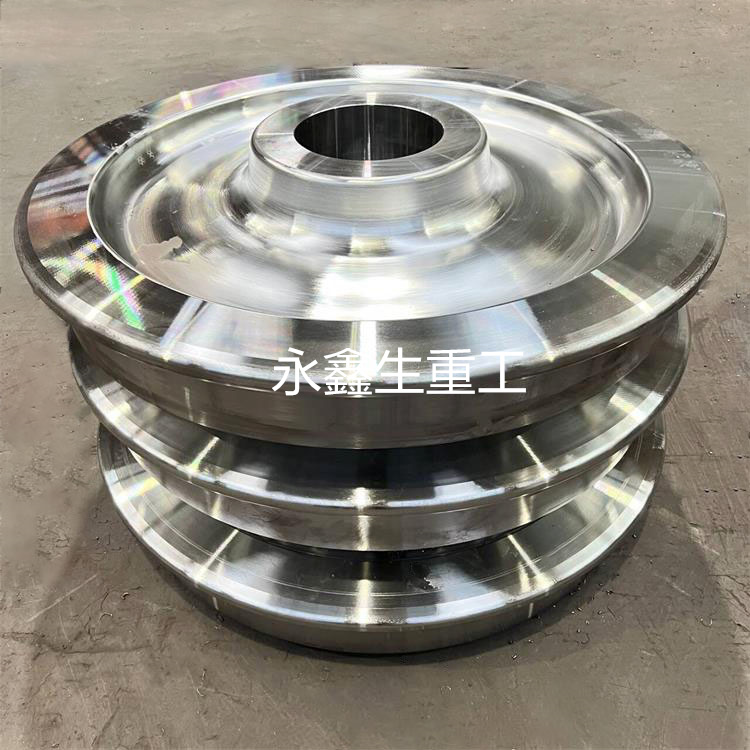
1.4435不銹鋼(對應美標AISI 316L、日標SUS 316L、國標022Cr17Ni12Mo2),屬于超低碳奧氏體不銹鋼,碳含量≤0.03%,鉻含量16.00%-18.00%、鎳含量10.00%-14.00%、鉬含量2.00%-3.00%,兼具卓越的耐腐蝕性、優良的韌性與良好的塑性,無磁性且焊接性能優異,是低溫、腐蝕、重載等嚴苛工況下軸類部件的核心優選材質。相較于普通奧氏體不銹鋼(如304、316),1.4435因超低碳設計,有效避免了晶間腐蝕風險,韌性與耐點蝕、耐縫隙腐蝕能力更突出;相較于高合金奧氏體不銹鋼,其加工成型性更優、鍛造難度更低,性價比更高。山西永鑫生鍛造廠專注1.4435不銹鋼軸鍛件生產與鍛造工藝研發數十年,深刻掌握其超低碳奧氏體材質的核心特性,破解鍛造過程中晶粒粗大、變形不均、表面氧化嚴重等行業痛點,形成了成熟的定制化超低碳奧氏體鍛造工藝體系,同時明確不同鍛造狀態對應的應用場景,為化工、海洋、低溫設備、食品醫藥等領域提供高品質1.4435不銹鋼軸鍛件,以下詳細解析其核心鍛造工藝與適配應用場景。

1.4435不銹鋼的超低碳奧氏體材質特性,是其鍛造工藝設計的核心依據,也是其適配不同嚴苛應用場景的基礎。其化學成分中,≤0.03%的超低碳含量是提升耐晶間腐蝕能力的關鍵,可有效避免碳與鉻結合形成碳化物,防止鉻貧化,確保鈍化膜的完整性與穩定性;16.00%-18.00%的鉻含量與2.00%-3.00%的鉬含量協同作用,大幅提升材質的耐點蝕、耐縫隙腐蝕與耐酸堿腐蝕性能,可抵御海水、弱酸堿、鹽霧等復雜腐蝕環境;10.00%-14.00%的鎳含量可穩定奧氏體組織,賦予材質優異的低溫韌性與塑性,使其在-196℃低溫環境下仍能保持良好的力學性能,不易脆裂;輔以適量錳、硅元素,進一步提升材質的鍛造性能與力學穩定性。但其材質特性也帶來鍛造難點:超低碳奧氏體組織的高溫強度較低,鍛造過程中易出現塑性變形不足、晶粒長大過快的問題;高溫下易氧化,形成致密氧化皮,難以去除且影響鍛件表面質量;鍛后易產生殘余應力,導致尺寸變形,因此1.4435不銹鋼軸鍛件超低碳奧氏體鍛造的核心是“精準控溫、平穩變形、防氧化、消應力”,通過定制化工藝實現鍛件組織細化、性能均勻、尺寸精準,適配不同嚴苛工況需求。
永鑫生鍛造廠基于1.4435不銹鋼的超低碳奧氏體材質特性與不同行業的工況需求,構建了“鍛前準備-加熱-鍛造-鍛后處理”全流程定制化超低碳奧氏體鍛造工藝體系,每個環節均精準管控參數,兼顧鍛造效果、鍛件性能與表面質量,破解行業痛點,核心鍛造工藝及技術要點如下,同時明確不同工藝對應的性能指標,為應用場景適配提供依據。

第一環節,鍛前準備:優化坯料,奠定鍛造基礎。1.4435不銹鋼軸鍛件的鍛前準備直接影響鍛造質量,核心目的是去除坯料缺陷、均勻組織、減少鍛造過程中的氧化與變形風險,為后續加熱、鍛造環節做好準備。永鑫生采用“優質坯料篩選+表面處理+預熱調質”的三重準備工藝,具體操作要點如下:
1. 坯料篩選:選用符合GB/T 1220-2019標準的1.4435不銹鋼圓坯,嚴格把控坯料化學成分,確保碳含量≤0.03%、鉻、鎳、鉬含量符合標準要求,避免因成分偏差導致鍛造性能下降;同時對坯料進行無損檢測(UT、MT檢測),剔除內部存在裂紋、夾雜、疏松等缺陷的坯料,確保坯料內部質量均勻,從源頭保障鍛件品質。
2. 表面處理:對篩選合格的坯料進行表面打磨、除銹處理,去除表面氧化皮、銹蝕、劃痕等缺陷,避免鍛造過程中氧化皮壓入鍛件表面,影響表面質量;隨后對坯料表面進行鈍化處理,形成一層薄薄的鈍化膜,減少加熱過程中的氧化反應,降低氧化皮生成量。
3. 預熱調質:將表面處理后的坯料放入專用預熱爐,進行低溫預熱處理,預熱溫度控制在300-400℃,保溫1-2小時,確保坯料內外溫度均勻,減少后續高溫加熱時的溫度梯度,避免產生熱應力;預熱完成后緩慢冷卻至室溫,進一步均勻組織,提升坯料的塑性與韌性,降低鍛造過程中變形、開裂的風險。
第二環節,核心加熱工藝:精準控溫,防止氧化與晶粒粗大。加熱是1.4435超低碳奧氏體不銹鋼鍛造的關鍵環節,核心原理是通過精準控溫,使坯料達到適宜的鍛造溫度,獲得均勻的奧氏體組織,提升塑性、降低變形抗力,同時最大限度減少氧化與晶粒長大,保障鍛件性能與表面質量。永鑫生根據1.4435的材質特性,采用“分段加熱+惰性氣體保護”工藝,避免傳統加熱工藝的缺陷,具體工藝參數與操作要點如下:
1. 加熱參數:采用中頻智能溫控加熱爐,配備多點紅外測溫系統與惰性氣體保護裝置,將鍛前準備好的坯料分三段加熱,確保溫度精準可控、坯料內外溫度均勻。第一階段(低溫升溫):從室溫緩慢升溫至600-700℃,保溫1.5-2.5小時,避免快速升溫導致坯料內外溫差過大產生熱應力,同時逐步去除坯料內部殘余水分與氣體;第二階段(中溫升溫):升溫至850-900℃,保溫2-3小時,進一步均勻組織,為高溫奧氏體化做好準備;第三階段(高溫奧氏體化):升溫至1100-1180℃(此為1.4435超低碳奧氏體不銹鋼的最佳鍛造溫度區間),保溫3-4小時(根據坯料尺寸、壁厚調整,厚壁坯料適當延長保溫時間),確保坯料內部組織充分奧氏體化,同時嚴格控制爐溫波動≤±5℃,避免超溫加熱導致晶粒粗大,影響鍛件韌性與強度,也防止溫度過低導致塑性不足,增加鍛造難度。
2. 惰性氣體保護:在高溫加熱過程中,向加熱爐內通入氬氣或氮氣等惰性氣體,排出爐內空氣,形成惰性氣體保護氛圍,隔絕氧氣與坯料表面接觸,最大限度減少氧化皮生成,避免表面脫碳,確保鍛件表面質量,同時保護爐內加熱元件,延長設備使用壽命。
3. 加熱后檢查:加熱完成后,對坯料進行表面檢查,確認無明顯氧化皮、裂紋、鼓包等缺陷,溫度均勻后方可轉入鍛造環節;若發現表面缺陷,需及時進行打磨處理,避免缺陷在鍛造過程中擴大。
第三環節,定制化鍛造工藝:平穩變形,細化晶粒。鍛造是1.4435不銹鋼軸鍛件成型與性能強化的核心環節,核心目的是通過平穩的塑性變形,細化晶粒、消除坯料內部缺陷,獲得符合尺寸要求、組織均勻、性能優異的軸鍛件。永鑫生根據客戶軸鍛件的尺寸、精度要求與工況需求,采用“自由鍛+模鍛結合”的定制化鍛造工藝,精準控制變形量與變形速度,具體工藝參數與操作要點如下:
1. 鍛造設備選擇:根據軸鍛件的尺寸的大小,選用合適噸位的液壓機與鍛錘,小型軸鍛件采用空氣錘鍛造,大型、長軸類鍛件采用萬噸液壓機鍛造,確保鍛造力充足、變形平穩,避免因鍛造力不足導致鍛件成型不完整、組織不均。
2. 變形參數控制:鍛造過程中,嚴格控制變形溫度與變形速度,變形溫度始終保持在1050-1180℃的最佳鍛造區間,避免溫度降至950℃以下仍繼續鍛造(低于此溫度,1.4435塑性大幅下降,易出現裂紋);變形速度控制在5-10mm/s,采用“輕擊、慢鍛、多道次”的鍛造方式,每道次變形量控制在15%-25%,避免一次性大變形導致鍛件內部產生裂紋、晶粒粗大;對于長軸類鍛件,采用對稱鍛造方式,確保軸身直線度,避免出現彎曲、偏心等尺寸偏差。
3. 成型鍛造:根據軸鍛件的結構要求,分階段完成成型鍛造,先進行鐓粗、拔長工藝,細化晶粒、消除坯料內部疏松缺陷,提升鍛件致密度;隨后進行精鍛成型,精準控制軸鍛件的直徑、長度、臺階尺寸等關鍵參數,確保尺寸精度符合客戶要求(公差控制在±0.5mm以內);精鍛完成后,對鍛件表面進行初步清理,去除表面殘留的氧化皮與毛刺。

4. 鍛造后性能初步檢測:成型鍛造完成后,對鍛件進行外觀尺寸檢測與硬度檢測,外觀無裂紋、毛刺、尺寸偏差,硬度控制在HB 180-220,抗拉強度≥480MPa,屈服強度≥170MPa,視為鍛造合格,轉入鍛后處理環節。
第四環節,鍛后處理:消除應力,優化性能與表面質量。鍛后處理是1.4435超低碳奧氏體不銹鋼軸鍛件性能優化的關鍵收尾環節,核心目的是消除鍛造過程中產生的殘余應力,細化組織、提升韌性與耐腐蝕性,修正尺寸偏差,優化表面質量,確保鍛件性能穩定、尺寸精準,適配不同應用場景。永鑫生根據1.4435的材質特性,設計了“固溶處理+低溫去應力+表面精整”的全流程鍛后處理工藝,具體如下:
1. 固溶處理(核心環節):固溶處理是提升1.4435不銹鋼軸鍛件耐腐蝕性與韌性的關鍵,核心原理是將鍛件加熱至高溫奧氏體化溫度,保溫后快速冷卻,使碳化物充分溶解于奧氏體組織中,形成均勻的單相奧氏體組織,消除晶間腐蝕傾向,同時細化晶粒、提升塑性與韌性。具體工藝參數:將鍛造合格的軸鍛件放入專用固溶爐,加熱至1050-1100℃,保溫2-3小時(根據鍛件尺寸調整),確保碳化物充分溶解;隨后采用水淬冷卻方式,冷卻速率控制在50-80℃/min,快速冷卻至室溫,避免碳化物析出,確保固溶效果;固溶處理后,鍛件韌性大幅提升,沖擊功≥100J,耐腐蝕性顯著增強,可有效抵御各類腐蝕環境。
2. 低溫去應力處理:固溶處理后,鍛件內部仍存在少量殘余應力,若不及時消除,易導致后續使用過程中出現尺寸變形。永鑫生采用低溫去應力處理,將固溶后的鍛件放入低溫爐,加熱至180-220℃,保溫2-3小時,隨后隨爐緩慢冷卻至室溫,緩慢釋放殘余應力,確保鍛件尺寸穩定性,避免使用過程中出現變形,尤其適配對尺寸精度要求較高的場景。
3. 表面精整處理:去應力處理完成后,對鍛件進行表面精整,采用打磨、拋光工藝,去除表面殘留的氧化皮、毛刺與劃痕,提升表面光潔度(表面粗糙度Ra≤1.6μm);對于腐蝕嚴苛的工況,額外增加鈍化處理,在鍛件表面形成一層致密的鈍化膜,進一步強化耐腐蝕性,延長軸件使用壽命;最后對鍛件進行尺寸復核與無損檢測,確保尺寸精度與內部質量符合客戶要求。
針對大型、長軸類1.4435不銹鋼軸鍛件,永鑫生在鍛后處理后額外增加直線度校正工藝,采用專用校正設備,對鍛件進行精準校正,確保軸身直線度符合要求,避免因彎曲影響后續安裝與使用;同時,在整個鍛造與鍛后處理過程中,建立全流程質量追溯體系,記錄每道工序的工藝參數與檢測結果,確保產品品質可追溯。

聯系: 楊經理
郵箱: 13283506666@qq.com
手機: 13513500000
傳真: 0350-6080556
電話: 13513500000
地址: 山西省忻州市定襄師家灣工業園1號

微信二維碼